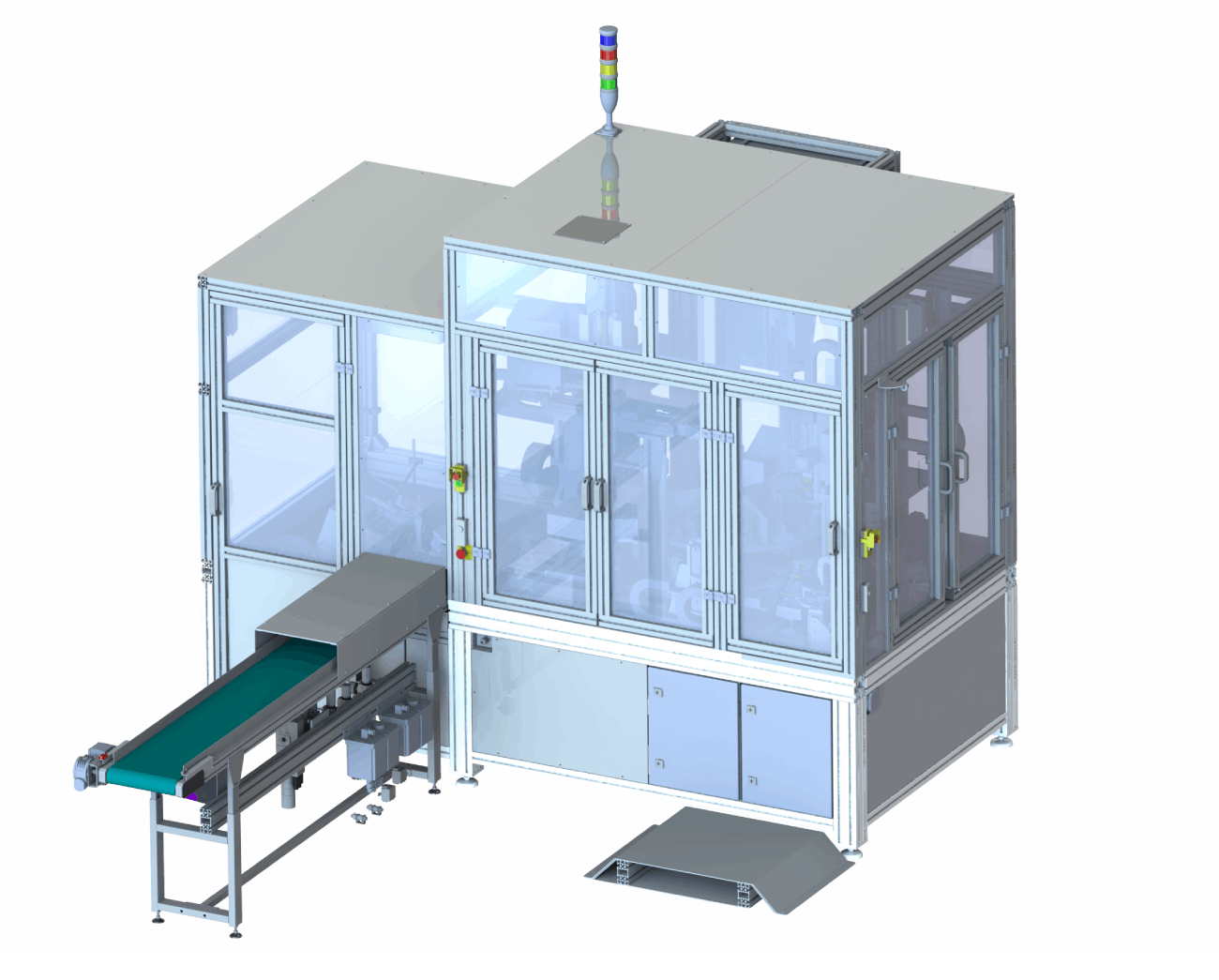
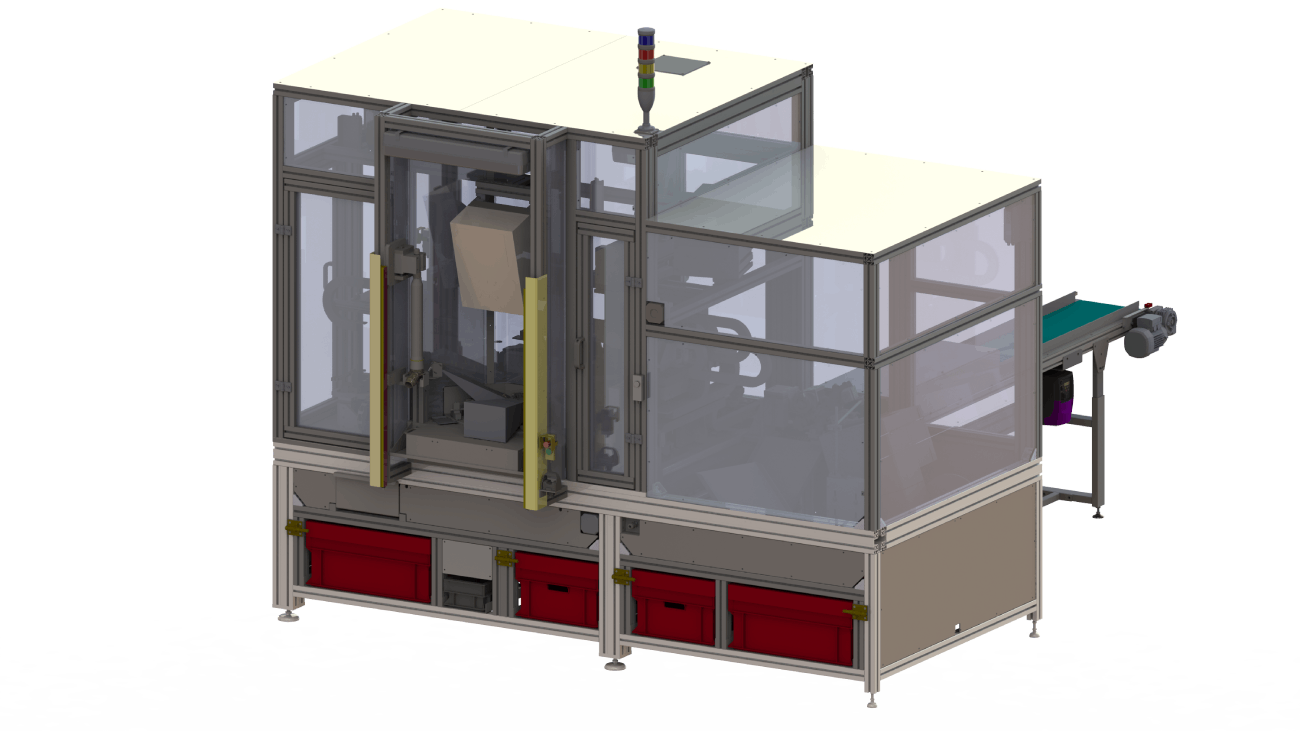
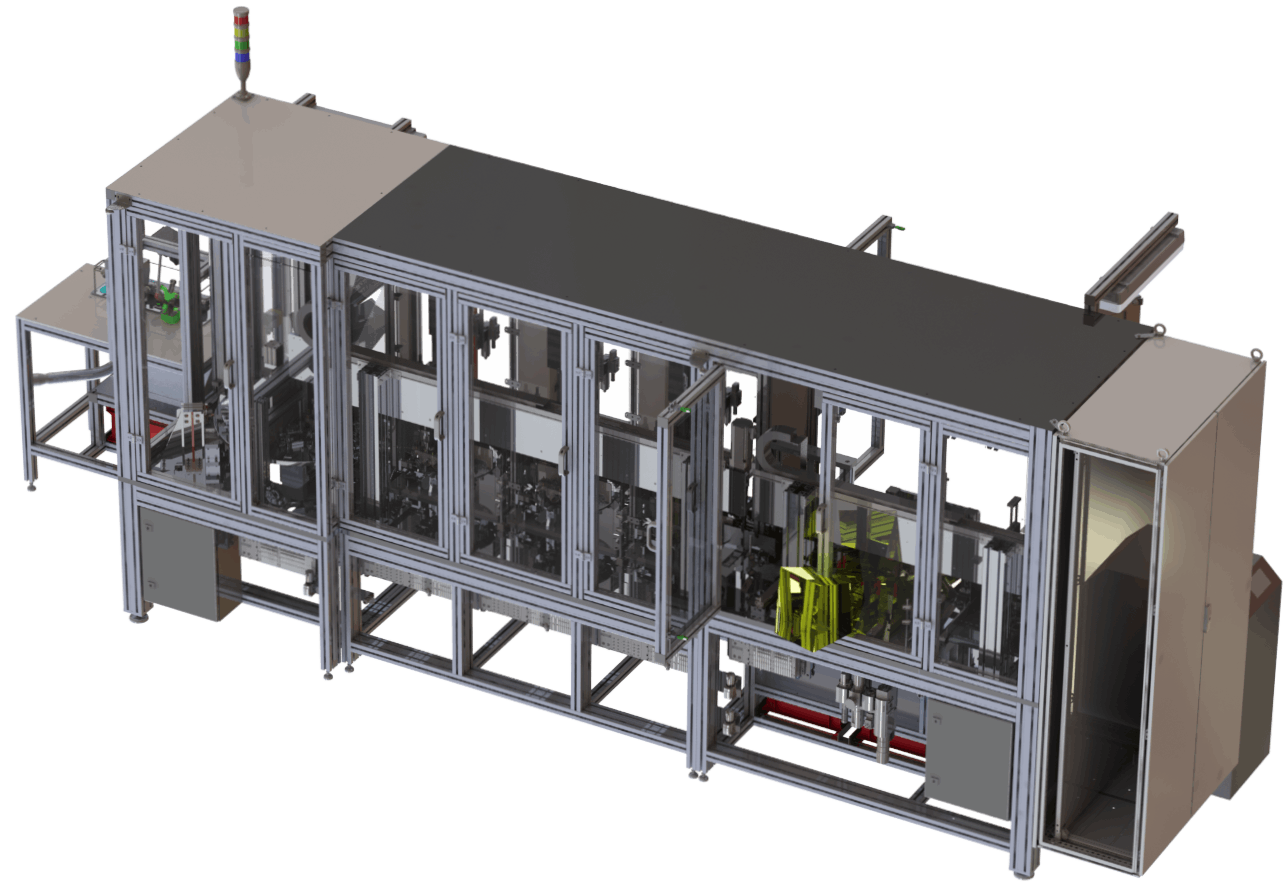
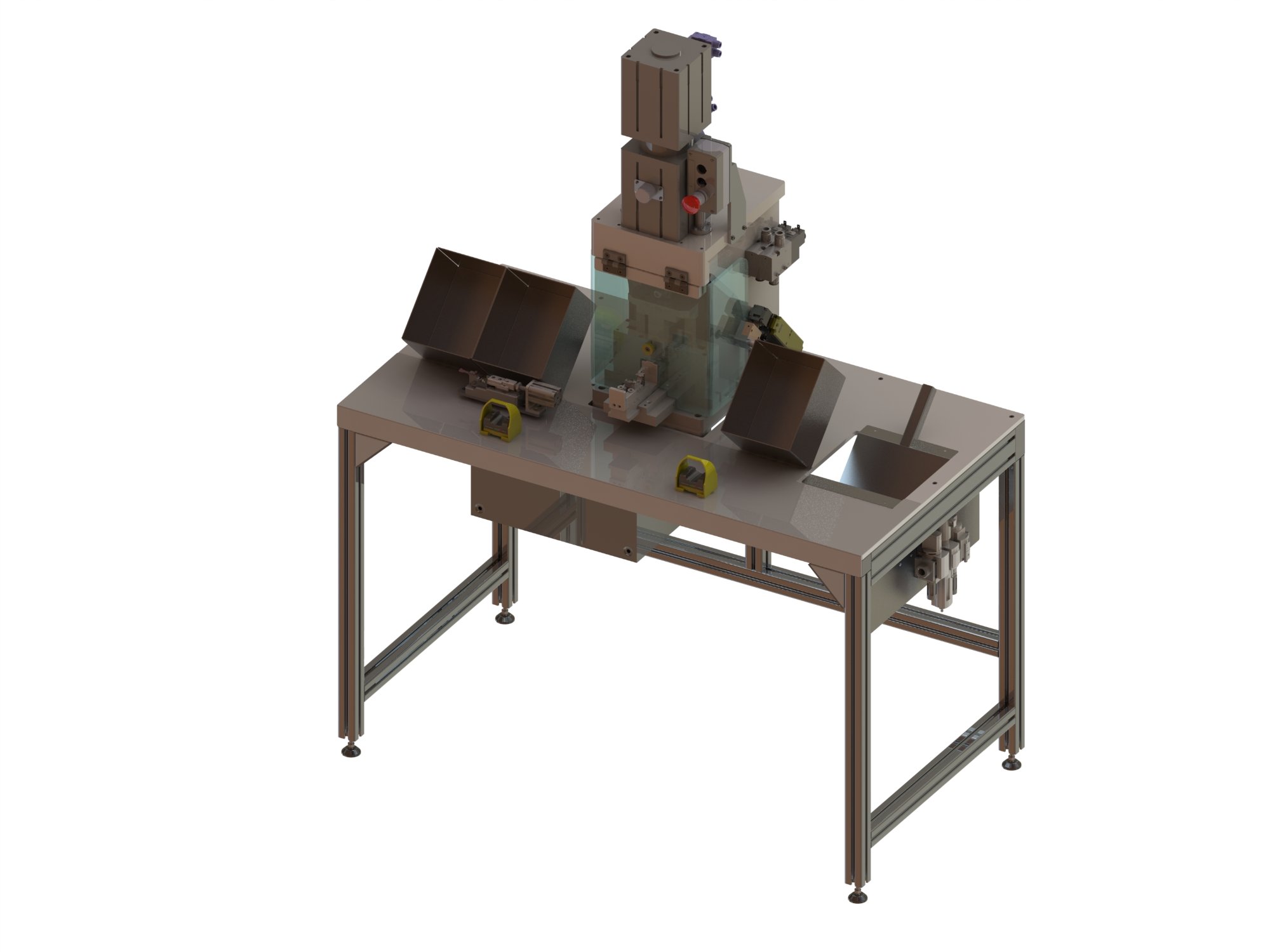
Single-purpose machines are used, in particular, for producing or installing one or several more similar products in ten thousand series. The most common machine we design are fully automated machines. However, your new technology can also be controlled by operators filling, for example, the prepared feeders with semi-finished products, etc.
We make production processes more efficient and, through innovative machine designs, contribute to companies’ better operation and prosperity. We will be happy to get to know your line of work, visions and demands and will turn them into a technically reliable and original solution. We will implement the whole project through our own efforts: 3D design of the line, quick and precise production, documentation, professional installation, adjustment, programming, final debugging, testing operation, installation, a start-up in your operation, and follow-up technical support.