Search term must have more than 2 characters.

DAIMLER ASSEMBLY AND TESTING LINES
We worked on the equipment for ITW Pronovia, a supplier of thermoregulation units for the automobile manufacturer Daimler.
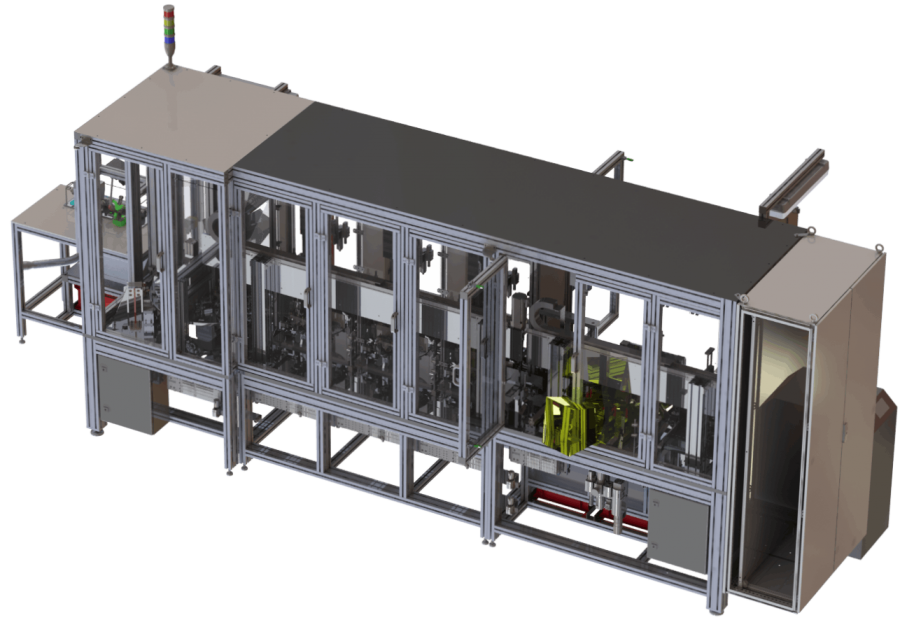
The assembly station prepares products without functional seals, i.e. for example the pneumatic pressing of screws or the preparation of other parts and their insertion into the thermostat body take place there. The result of this is a fully automated installation into a functional unit. The heart of the machine is a turntable with four positions. Around the table, there are the manipulators (of the mechanical station) carrying out the gradual installation of a thermostat.
THERMOSTAT TESTING STATION FOR CARS
The foundation of parts is dealt with by means of an electric turntable operated by one worker. The way up to the next station is secured through a belt conveyor. The testing line is operated by two workers, of whom one prepares (establishes the shape sealing) and wraps finished parts after testing and the other operates the turntable into which he, at the same time, puts the sealing O-rings and security clasps. The following fully automated process has 3 testing units, i.e. 3 parts are tested once at a time.
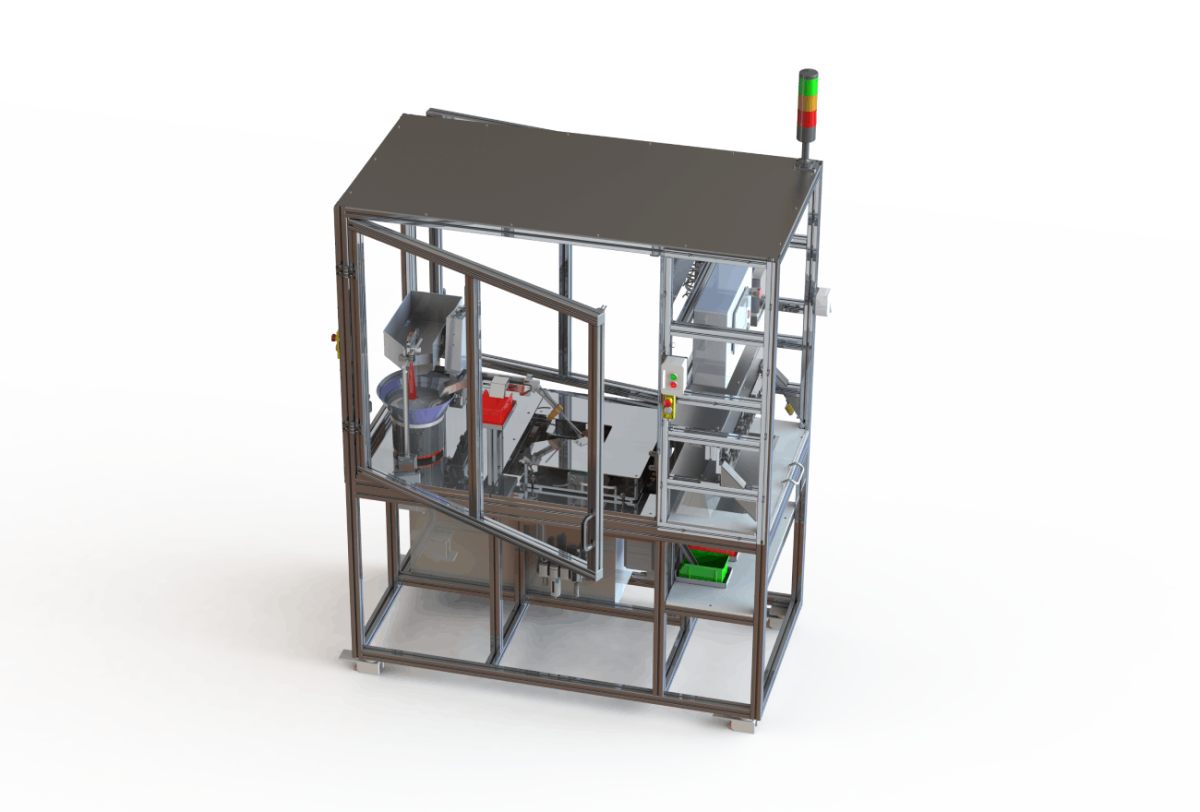
CAMERA CONTROL – PROFILOMETER MEASUREMENTS
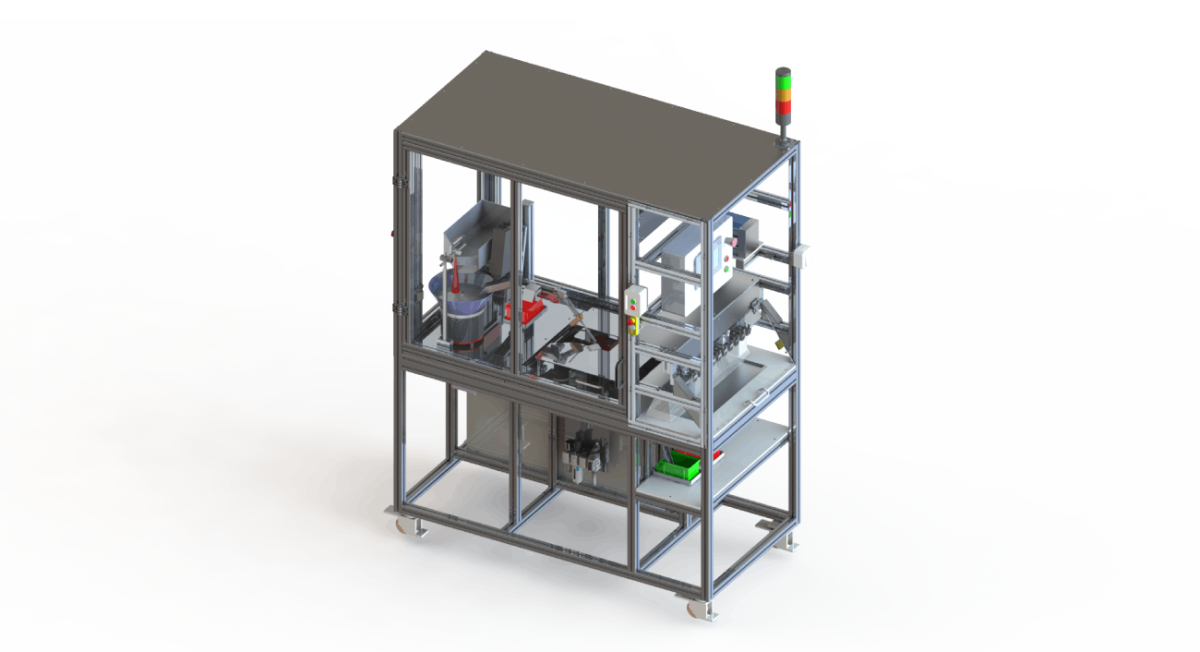
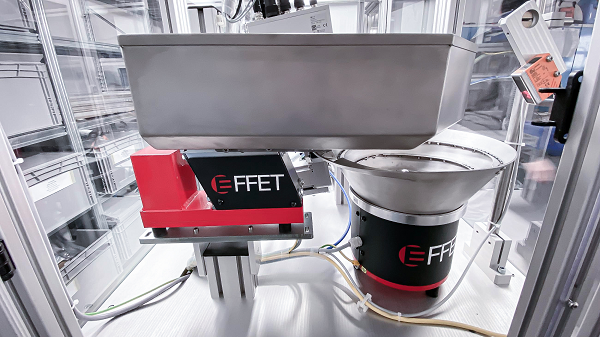
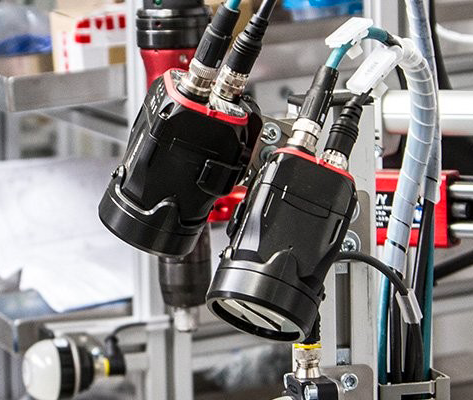
A valve sorting machine serves for managing the quality and type of a valve. The station is designed as fully automated. After the replenishment, the parts are checked by means of three gauges with an accuracy of 0.01 mm at an interval of 3 parts per second and, subsequently, are precisely dosed into bags and conserved. The machine consists of a basic frame made of aluminium profiles and is located on the wheels. On the frame, there are aluminium boards serving as the basis for all parts of the machine. The machine is logically divided into three functional parts. In the first position, the parts are poured into the vibration feeder from which they are directed and transferred to other positions where quality control takes place. Finally, the parts are dosed into the prepared bags and conserved through an automated dosage of grease. The machine is controlled by means of PLC Simatic and can be controlled or set with the use of a touch HMI panel.
PNEUMATIC PRESSING MACHINE ABB
The pressing workplace serves for assembling semi-finished electric circuit breakers. The workplace is designed as semi-automatic where, after the foundation of all pre-assembled sets of a circuit breaker, the pre-assembly and pressing cycle is activated after the activation of the two-handed security valve.
The workplace consists of a basic frame made of aluminium profiles, which is located on adjustable legs and forms a table of the workplace. On the frame, there is a plastic board furnished with a metal sheet cover of the work surface. On the left, there is a position of the pre-assembly of the circuit breaker subset. In the middle, there is a press furnished with the pressing agent. At the front of the workplace, there is the two-handed security activation valve.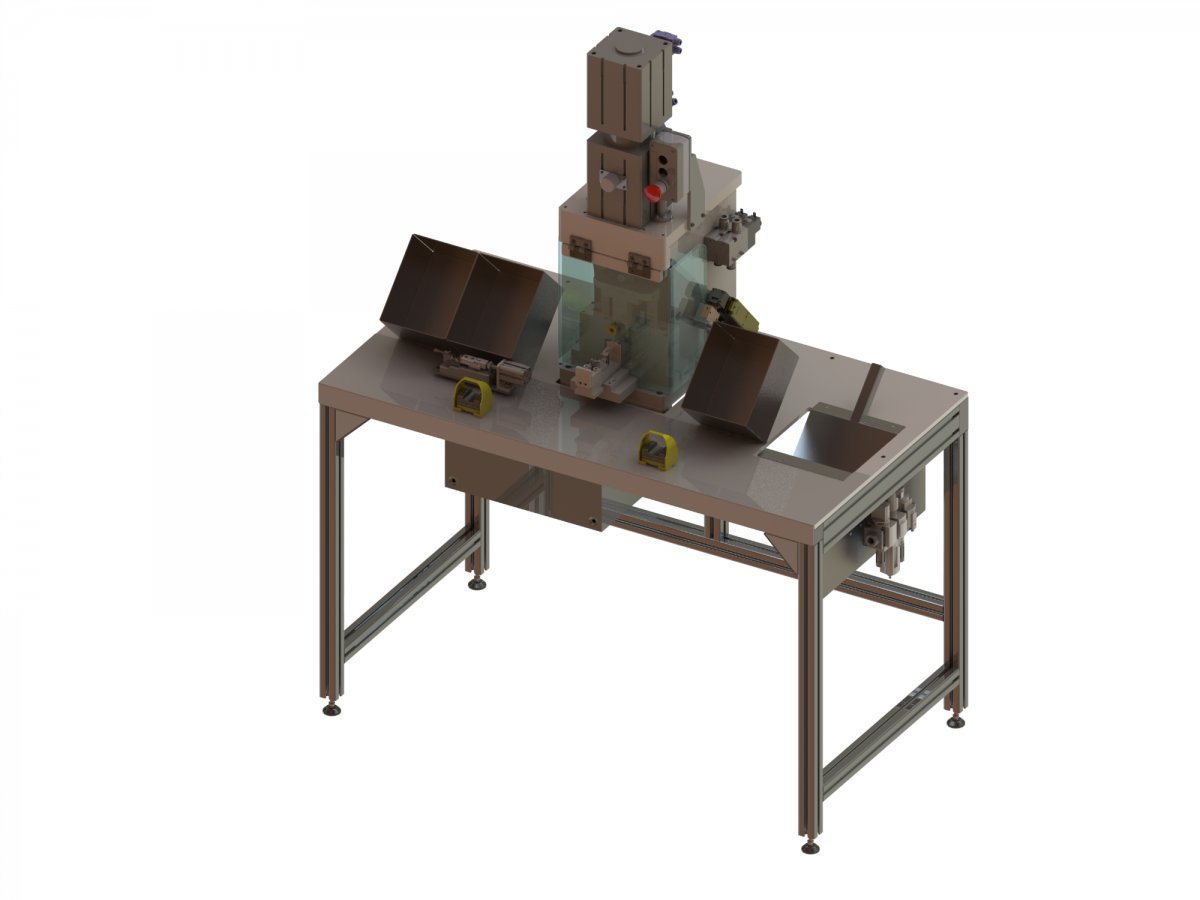
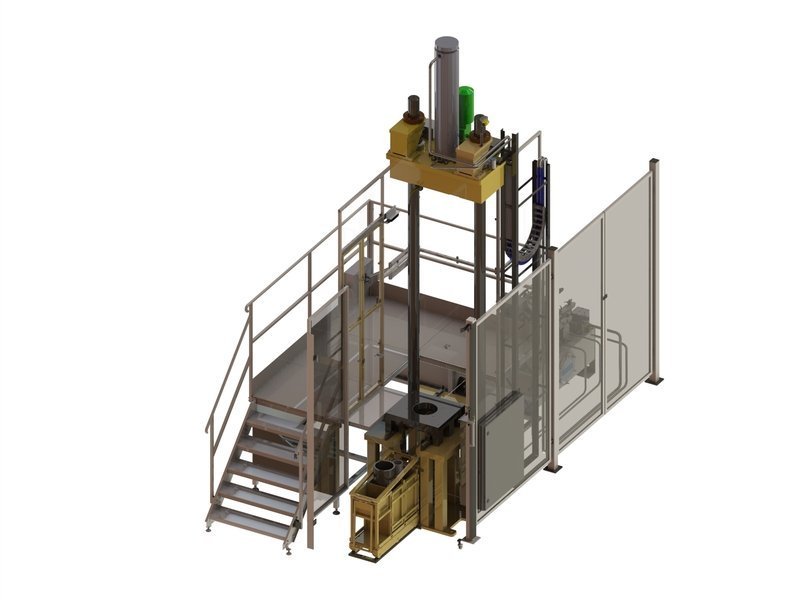
HYDRAULIC PRESSING MACHINE MLS
The equipment is intended for completing rotors by means of hydraulic elements. It functions in individual steps as per the customer’s assignment (cleaning and pressing of casings, pressing of the shaft, and pressing of the anchor). The machine is connected to the customer’s information system.
The machine consists of four main parts (assembly equipment, hydraulic aggregate, landing and fencing). The assembly equipment consists of a basic frame, a table, a leading bar, and handlebars. The machine is equipped with a SIMATIC control system. The hydraulic part is controlled by means of two-handed activation.
MEASURING THE DIAMETER AND LENGTH BY MEANS OF A DIGITAL TELECENTRIC CAMERA
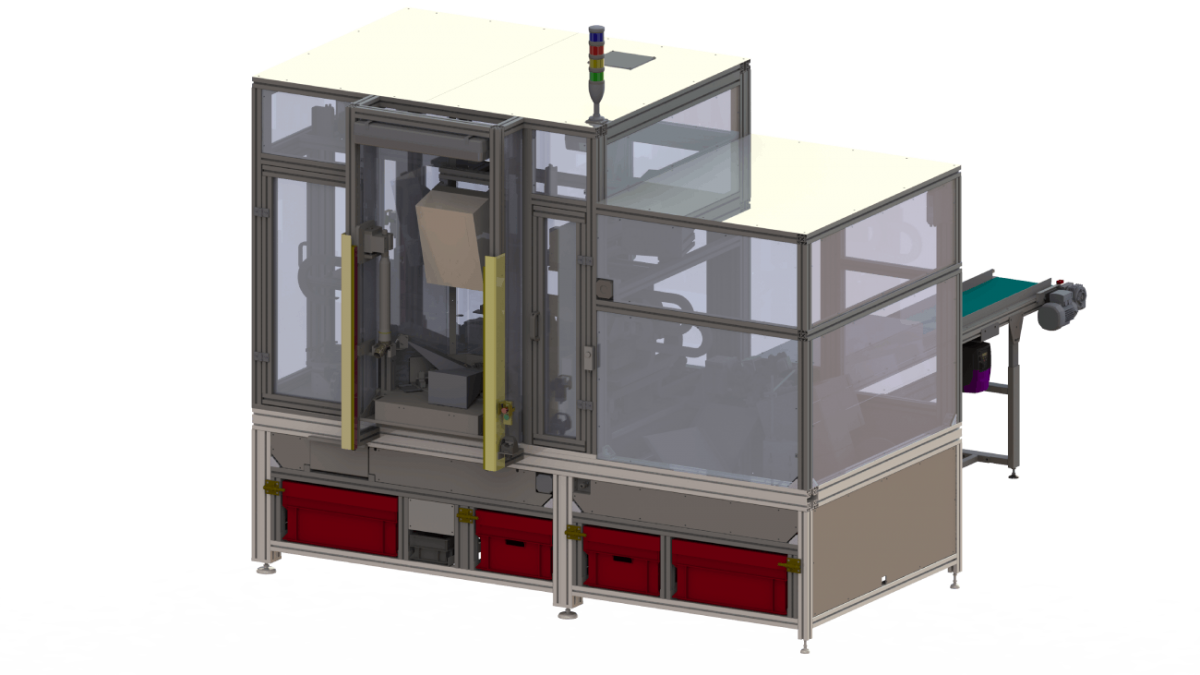
The deburring station is part of a robotic line producing end pieces. The station serves for deburring the end of an aluminium tube after the forming operation. The robot or manipulator inserts the tube into the machine and pneumatic fastening takes place. The deburring tool is located on an electric carriage and its trajectory can be fully configured from the PLC. After the end of the deburring operation, the pneumatic jaws are loosened and the deburred product is removed from the station.